8+8穴五加仑PET瓶胚注塑机





相关应用

产品特色
原料>机器>模具>周边>成品
鑫野智动传承鑫兴机械18年以上「五加仑PET瓶胚」生产实务经验。 5加仑PET瓶完整生产原料的除湿干燥、色浆机的定量添加、注塑机快速稳定地产出瓶胚、热浇道8+8穴模具、快速冷却的机械手机构,及后段的吹瓶机,鑫野智动的整厂规划方案提供客户从原料到产品完成的完整制程,生产成本低且产能高,吹瓶超低不良率仅0.5%。
提供客户高品质的五加仑PET瓶胚,同时也将生产技术复制到客户厂内。因应工业4.0,我司将过去所有生产数据整理成大数据,未来也将开放给客户做生产时的依据,最终达成无人工厂。
整厂规划流程
-
客户提出图片样品
-
标准整厂报价
(含模具、周边) -
客户确认下单
-
设计
-
组装
-
机器试车
-
试模T1
-
客户确认样品OK
-
量产
-
出货
关于瓶胚
PET桶VS PC桶 |
PET | PC |
|---|---|---|
| 原料成本 | 较低 | 较高 |
| 成品运输成本 | 较低 | 较高 |
| 环境贺尔蒙BPA | 无 | 有 |
| 塑化剂DEHP | 无 | 有 |
| 耐冲击测试Izod Impact Strength | 较好 | 较差 |
Q1: 为何欧美先进国家包含印度都禁止使用的PC桶?
A1: 主因PC有双酚A,会有致癌风险。BPA为PC的原料, 但欧盟或其他区域并无禁用PC (婴儿奶瓶除外),但都有禁限BPA溶出值。欧盟法规(No 10/2011)为例,双酚A之特定迁移限量(SML)为每公斤0.6毫克(mg/kg)。
Q2: 为什么瓶装水是使用pet瓶?
A2: PC原料成本高且PC机台与PET机台不同的制程不同,PC押出成型;PET射出成型,PET宝特瓶已转换多年,厂商多使用射出机台,无法使用PC原料。
鑫野智动的瓶胚 VS 其他厂商的瓶胚
| 鑫野智动 | 其他厂牌 | |
|---|---|---|
| 透明度 | 透明 | 不透明 |
| 吹瓶率 | 99% | 不稳定 |
| 原料 | 100%新料 | 混入次料 |
| 结晶 | 没有结晶 | 有结晶 |
| 应力 | 低 | 高 |
| 长度 | 短(设计过) | 长 |
| 不良品 | 不良率低 | 不良率高 |
| AA值 | 极低 | 没有管控 |
.png?n237llu0qm)
创新设计
新一代机种KPET-3200,领先业界使用立式关模卧试射出,搭配双工位射出及双滑模设计。
五加仑PET瓶胚生产及整厂规划
 |
 |
 |
|
|---|---|---|---|
| 关键指标 | 1st 单穴 | 2nd 4模穴 | 3rd 8+8模穴 |
|
节能量化 (每隻瓶胚) |
马达 1.13 / kWh 电热 0.17 / kWh |
马达 0.46 / kWh 电热 0.15 / kWh |
马达 0.065 / kWh 电热 0.058 / kWh |
| 生产週期 | 100 sec / 1 pc | 130 sec / 4 pcs | 90 sec / 8 pcs |
| 产量(24小时) | 单穴, 720 pcs / day | 4模穴, 2400 pcs / day | 8+8模穴, 7200 pcs / day |
| 用电量估算(每单位) | 1.3 kWh / pcs | 0.61 kWh / pcs | 0.145 kWh / pcs |
| 节能比例 |

|
||
主要规格
双工位注塑系统
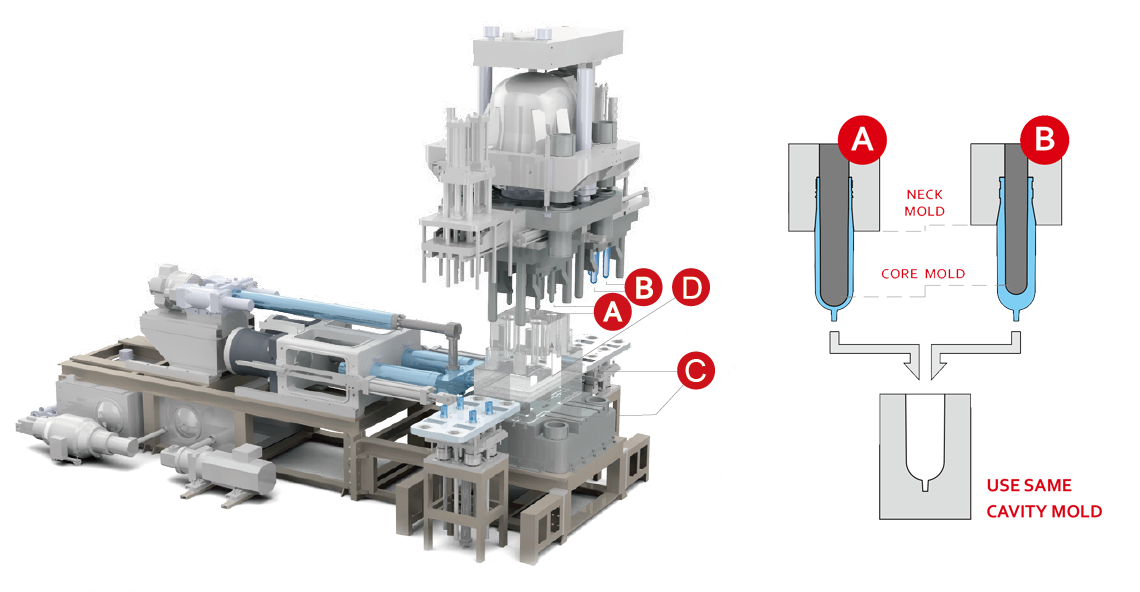
支援独立注塑条件(如A、B)
- 配合A、B公模不同设计,共用母模,可同时做不同内径及瓶口设计。
立式锁模向上注料(如C)
- 采用由下往上注塑成型,模具排气佳,瓶胚应力均匀且低,高良率。
双公模&模外冷却技术(如D)
- 采用滑板搭配两公一母模具设计,节省80%模内冷却时间。
- 模外冷却时瓶胚不离开公模,可达最高冷却效率。
- 模具有4+4穴及8+8穴的规格可选择。
双工位注塑系统

加料马达功率仅泛用机40%,塑化时间不间断,转速慢螺杆直径小(如图A、B)
- A、B双柱塞缸:A保压、B储料及螺杆加料可同时进行。
- 可持续塑化,不因加料、保压等动作中断,
- 螺杆有较长时间作动,转速慢、剪切率低;螺杆直径较一般泛用机小。






